Comme je vous l’ai dit, voici une petite explication du processus d’impression en résine.
Il diffère beaucoup de l’impression en dépose fil.
Il y a plusieurs étapes à respecter :
1. Préparer le modèle ( orientation du modèle , support, évidement, trous de sorti de résine et découpe du modèle en couche)
2. Préparer l’imprimante
3. Imprimer
4. Nettoyage à l’IPA ( alcool isopropilique) ou dans du bio éthanol
5. Suppression des supports
6. Fin de durcissement dans un four à UV à la longueur d’onde de la résine.
7. Ponçage des points de contact des supports
8. Remplissage de la pièce avec de la résine PU ou du plâtre (optionnel)
9. Fermeture des trous de sortie de résine
Etape 1 :
L’imprimante propose 3 résolutions d’impression en fonction de la zone d’impression voulu.
Pour des petites pièces, la résolution xy est à 50 microns pour un plateau en 96x54mm:

La résolution intermédiaire en xy est de 100 microns pour un plateau en 192x108mm

Lors de l’impression d’un plateau complet, la resolution xy est de 150 microns pour une taille de 280x160mm
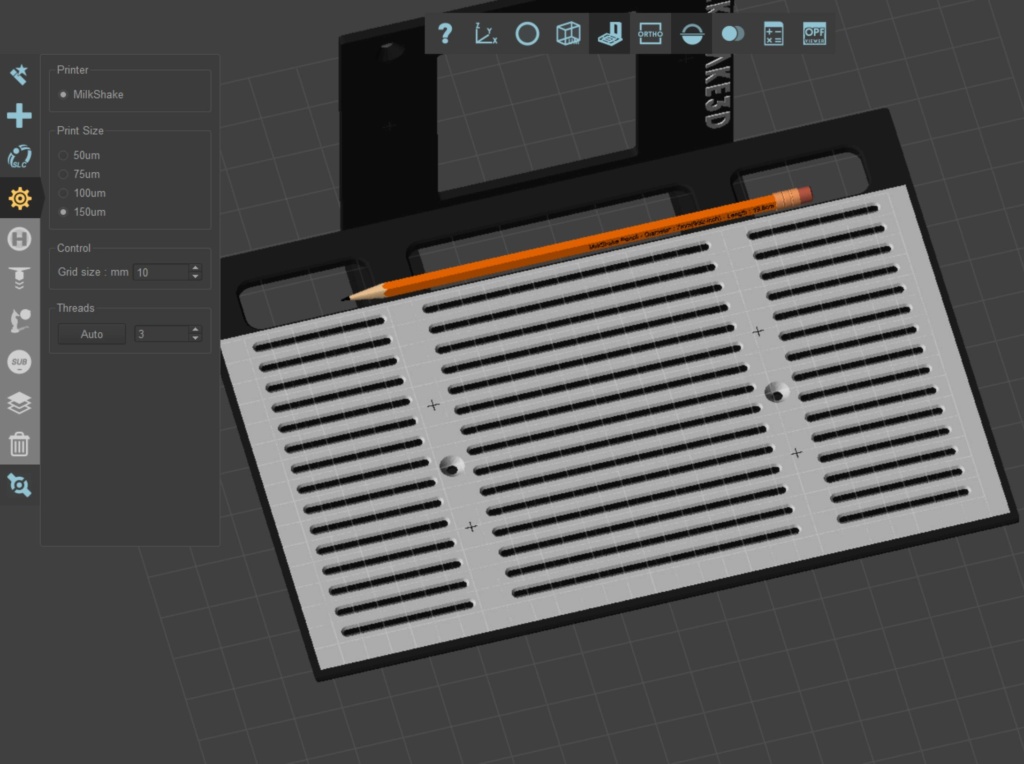
Il y a 3 épaisseurs de couches possibles : 25, 50 et 100 microns
Les impressions que je ferais seront en majorité en 50 microns pour le compromis précision/ temps d’impression
Ensuite on place la pièce à imprimer et on choisi son orientation pour l’impression ( une orientation mal choisi peut entrainer une pièce inexploitable)
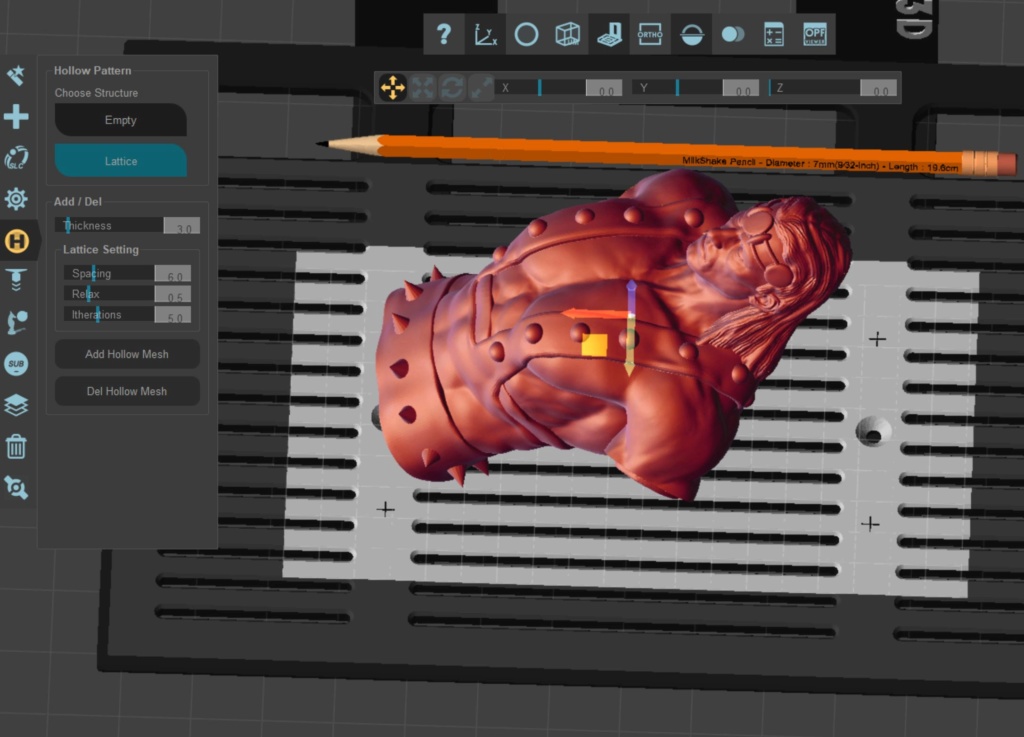
Ensuite pour limiter le risque d’une impression raté et surtout minimiser le cout au maximum, il faut rendre la pièce creuse et déterminer l’épaisseur des contours.
Il y a 2 options d’évidement :
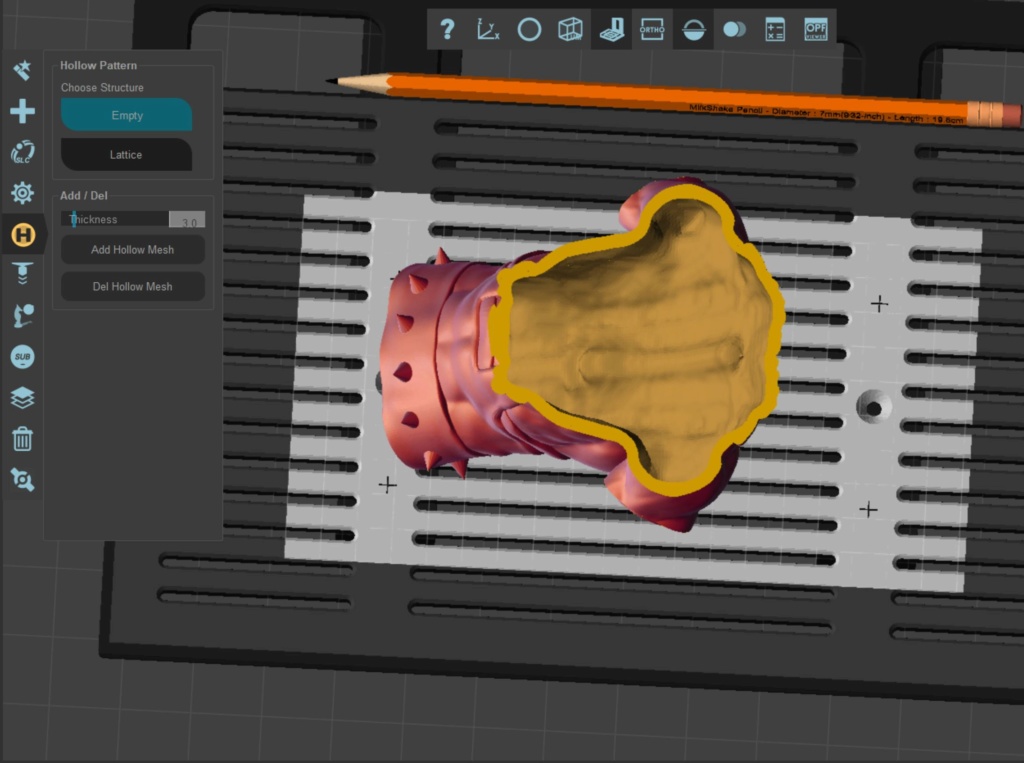
L’évidement complet :
Ou l’évidement avec une structure interne permettant d’avoir une rigidité plus importante de la pièce (mais consomme plus de résine) :

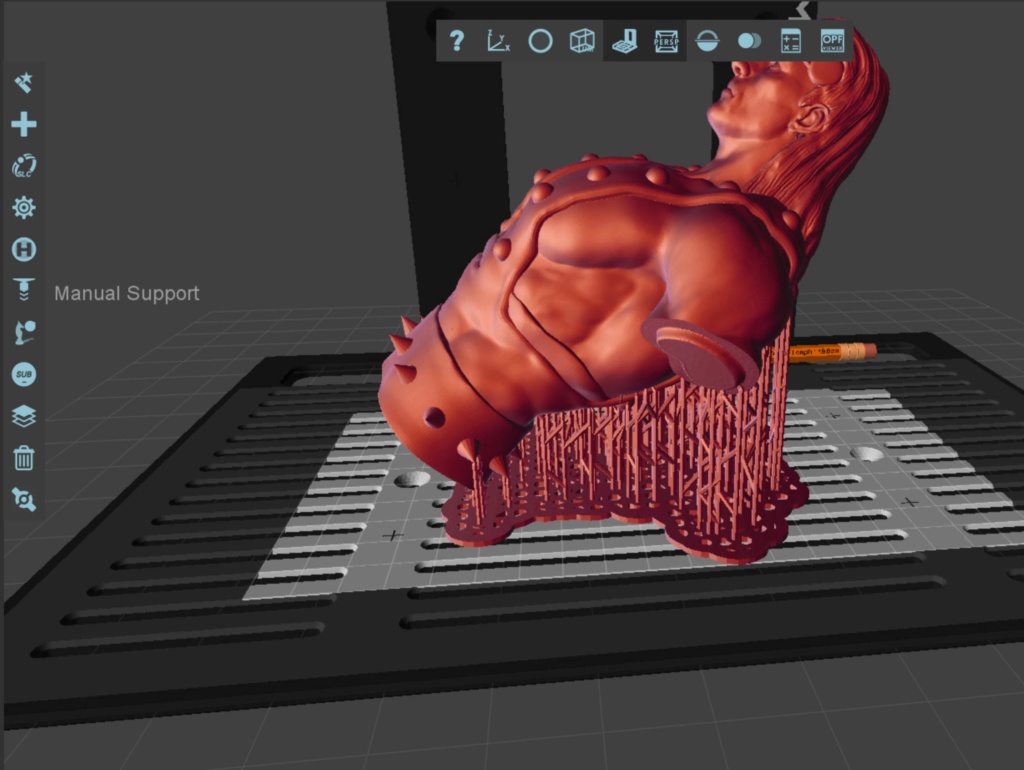
Ensuite on place les supports. Pour ca le logiciel identifie les zones où les supports sont nécessaires :

On peut ensuite placer les supports soit en automatique, soit en manuel pour éviter des zones très détaillées.
Exemple de placement des supports en automatique :
Ensuite on fait des trous dans la pièce pour que la résine à l’intérieur de la figurine puisse s’écouler.

Une fois ces étapes finies on peut lancer la coupe du modèle pour impression (entre 15 min et 1h de calcul suivant la hauteur des pièces à imprimer.
Etape 2 : la préparation de l’imprimante.
Pour éviter une impression ratée bêtement, il y a plusieurs choses à faire :
Vérifier le niveau de résine
Le nettoyer des résidus de résine durcie
Vérifier le niveau de la résine (très important au vu de la techno)
Etape 3.
Imprimer la pièce :
Vous pourrez voir des vidéos sur la chaine du fabricant si ça vous intéresse :
https://www.youtube.com/channel/UCMjUYU_4nXAQA01TrFCNkdg/videos
Etape 4 :
Nettoyage dans un bain d’alcool pour enlever toute la résine non durci
Etape 5 :
Supprimer les supports ( à faire avec minutie pour éviter d’abimer la figurine)
Etape 6 :
Durcissement de la résine dans un four à UV ou au soleil (les jours de beau temps)
Etape 7 :
Ponçage des points de contact des supports sur le buste (grain fin)
Remplissage du buste avec de la résine PU si l’on souhaite avoir un buste plein.
Etape 8 :
Fermeture des trous de drainage de la résine
Voilà pour les explications sur le comment seront réalisées les impressions 3d des bustes pour les personnes intéressées par certains des bustes que je modélise.
Lorsque je l’aurais, je vous ferais un retour d’utilisation comme je l’avais fait pour l’imprimante 3d à dépose fil.
Donc pour chacun des bustes que je propose, je donnerai comme information :
La résolution xy
L’épaisseur de couche
Le prix vide avec structure interne
Le prix rempli de résine PU
La matière du socle.
Pour info, c’est également à partir de toutes ces données que j’ai calculé le prix de vente mini des bustes.
J’ai décidé d’ignorer certaines étapes comme le temps et le travail, les ratés potentiels ainsi que le travail que je fournirai sur chaque buste.
L’important est qu’en matériel et utilisation brut (résine, produit de nettoyage et consommation électrique et entretien lié au nombre d’heure d’impression), je n’y perde pas à chaque impression. Le prix est donc calculé sur ces données là. (Par contre dans le cas d’une impression sur demande d’un modèle que je n’aurais pas sculpté ou que j’aurai sculpté pour une commande spécial, j’intégrerai tous les éléments de coût)
J’ai également décidée d’imprimer les socles qui le permette en dépose fil afin de ne pas faire exploser le prix d’impression.
Comme je vous l’ai dit, le prix sera un peu plus élevé qu’un kit moulé et tiré en résine PU, mais avec des tirages résine, plus il y a de tirages réalisé, moins le coût à l’unité est élevé.
Dans mon cas le coût reste le même que j’en imprime 1 ou 20.
Par contre dans mon cas l’avantage est que je peux imprimer des kits même en petite quantité, là ou pour un moule, personne ne fera de tirage pour 2 ou 3 pièces.
Si vous êtes intéressé par l’un d’eux, n’hésitez pas à l’indiquer afin que je puisse démarrer le travail en amont de l’impression car chaque buste imprimé prendra un certain temps.
Si vous avez des questions ou que vous voulez plus de détails n’hésitez pas.




Mais c'est sans fin .... la deuxième équipe


 , sculpter une equipe complète dans une de leur représentation me semble être déjà bien
, sculpter une equipe complète dans une de leur représentation me semble être déjà bien

 Oui, la liste commence à être longue
Oui, la liste commence à être longue